"Buick Trademark(s) used with the written permission of General Motors"


Your right! It would make a good boat anchor. But there's still life in this long tall chunk of iron. For a smooth street rod, how about one of these engines warmed up on the inside, chromed and clean on the outside, in conjunction with a Dynaflow trans? But that's only an idea. Let's find out a little about the engine. There were three engine sizes all similar construction. The smallest, 3 3/32 bore x 4 1/8 stroke, displaces 248 cubic inches. Nest is the 263 inch version, 3 3/16 x 4 1/8 , while the largest is 320 inches and measures 3 7/16 x 4 5/16. The largest and the smallest first saw life in 1937, the middle-sized in 1950. All will take up to .125 inch overbore, which would give the largest engine a total of 344 inches. Increasing the stroke is not recommended, stay stock here.
Original compression ratios were quite low, from 6.3 to around 7.0, so it can be seen that an increase is in order. It is possible to mill the head .175 inches, upping ratio considerably. On an early 6.3 to 1 ratio, a .125 mill will increase ratio to 7.3. For any ratio over 8.5, a solid skirt racing piston should be used. Stock pistons have insufficient strength under the crown and collapsed crowns may result. Stock wrist pins are satisfactory, should be an easy push fit through the pin bore at room temperature.
Combination chamber surfaces should be ground and polished to eliminate hot spots. There are two head gaskets available, one of .050, the other .015 inch thick. While either may be used with a milled head, the maximum for city driving would seem to be the thin casket in conjunction with .100 milling.
There are reground cams available. Two of the suppliers include Iskenderian and Howard with assorted stages of timing. Howard has a half-dozen cams ranging in lift from .420 to .465 inch and in timing from a mild 3/4 street cam to full race models designed for fuel or gasoline and of little value on the street. Isky's are comparable. His 3/4 model increases horsepower 10 to 15 percent, aids acceleration above 2500 rpm, works with either stick shift or automatic. Prices run from $65.00 to $89.00.
If a reground cam is used, increase valve spring tension by adding a 5/8 inch SAE flat washer on each valve guide next to the cylinder head between the head and the inner spring seat. This will supply about 15 pounds increase when the valve is seated. Worn valve stem tips should be ground square with the valve stem, while rocker arm bushings and shafts should be checked for wear, replaced if worn. The surface of the rocker arm that contacts the valve stem may be reground to the proper radius if it is worn.
Engines pre 1949 had poured babitt-type rod bearing with adjusting shims. Post '49 engines use steel backed inserts. Because the late rods and bearings are interchangeable with the earlier models, this change is recommended.
Buick straight eight cranks have five main bearing journals. Generous in size, the become larger from front to rear, except in the 263 engine where they are a constant diameter, 2.562 inches. To prevent misalignment of the crank, matched sets of main bearing inserts must be installed when fitting the crank to the block If the crank must be ground to an undersize main journal or crank pin diameter, the shaft should be re balanced. The balancing unit on the front of the crank is for torsional oscillation damping, and will not counteract any unbalanced weights. Main bolts should be torqued to 90 to 100 lb/ft. Crank end play should be from .004 to .008 inches and may be increased by scraping the thrust surface of the center main.
Connecting rod bolt, a special diameter of correct alignment between con rod and rod cap, require 40 to 45 lb/ft on the small engine, 60 to 65 lb/ft on the large engine.
The flywheel may be lightened by removing metal from the front and back surfaces without cutting into the clutch surface. Buick's diaphragm type clutch pressure plates are not satisfactory and should be replaced with a Borg and Beck 4050 replacement pressure plate. A new clutch plate will take severe usage. Flywheel and pressure plate assembly should be dynamically balanced.
Buick heads have four siamesed intake ports and eight exhaust ports that require porting. The intake ports are thin, however, and require care to keep from cutting into the water jacket. I the large engine, the small intake port size is a limiting factor in performance. One should install new valve guides, but measure the height of the old guides, press the new ones in to the same depth. After they are installed, ream the guides .374 to .375 diameter. Cut of intake guides flush with the top of the port and ream off burrs around the guide hole.
Because no valve seat inserts are used, and the head casting is relatively soft material , valve seats must be made wide to prevent the valve seat from pulling through the head. Exhaust valve seats must be at least 1/8 inch wide and so located that the exhaust valve contacts the valve seat in the center of the seat area on the valve. Intake valves and seats may be refaced to 30 degrees from 45. The intake valve seat must be about 3/32 inch wide. and should contact the valve near the outside of the valve seat area, leaving about 1/64 to 1/32 inch between the upper valve seat face and the seat. The size and shape of the factory valves are satisfactory for replacement.
As nearly as we can determine, there are no intake manifolds for use with three or more carburetors, but it should not be difficult to fabricate a manifold for any number of carbs. Four Stromberg 97's or 48's for gas, or four Buick Strombergs make a good conversion for alcohol.
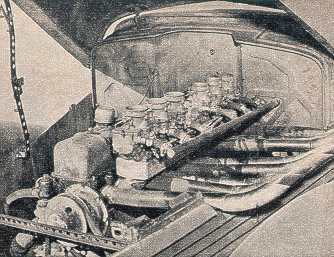
The engine pictured must have been in a drag car because of the lack of radiator.